[ フル・アンサンド処理ロッドについて ]
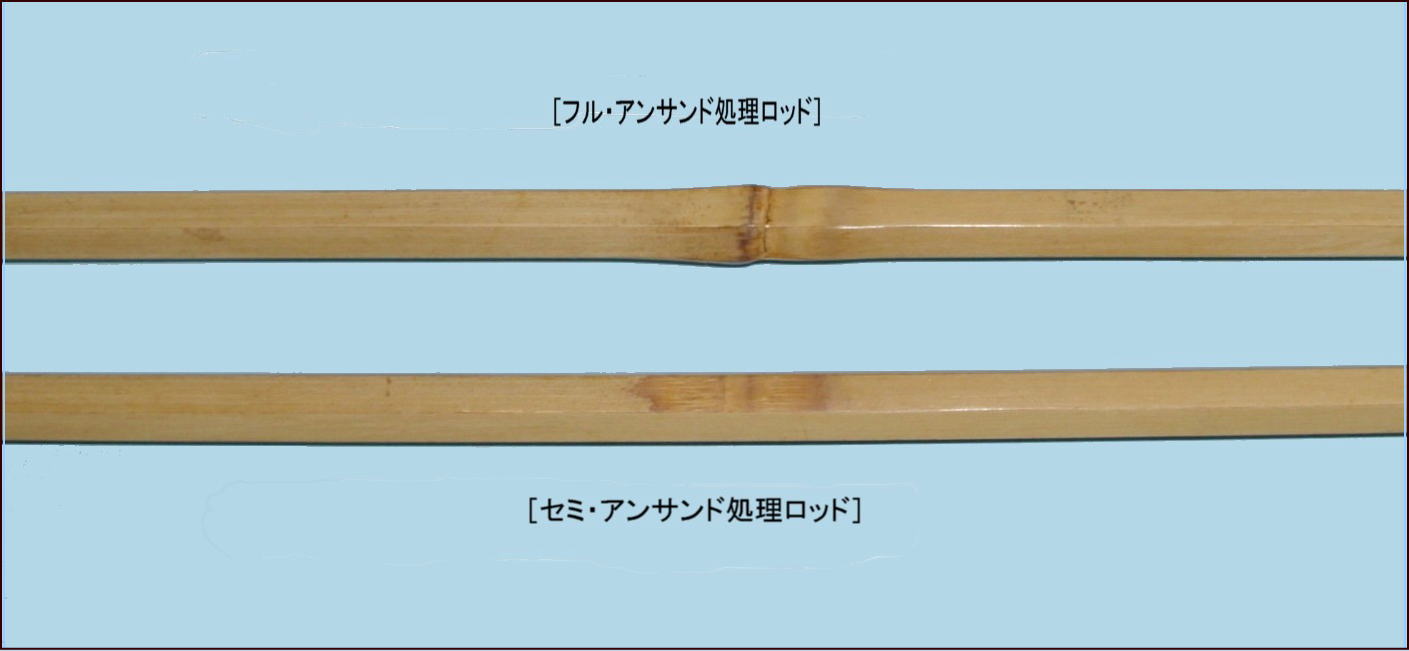
図1.”セミ・アンサンド処理ロッド”と”フル・アンサンド処理ロッド”
既に”ノーマル処理とアンサンド処理”については説明していますが、アンサンド処理をさらに発展させ”フル・アンサンド処理ロッド”を開発いたしました。
従来の”アンサンド処理ロッド”は今後は”セミ・アンサンド処理ロッド”と称します。
図1.は”節”だけを削った従来の”セミ・アンサンド処理ロッド”と”節”を残した”フル・アンサンド処理ロッド”の比較図です。
バンブー・ロッドの評価については機能性、耐久性、外観など色々あると思いますが、当工房ではバンブー・ロッドの基本として、”竹”の総合的特性を最大限に生かす事こそ重要であると考えています。
ロッドのテーパ設計は材料の物性的特性と密接な関係があり、材料の特性を生かしたロッド設計のために、日々様々なテスト、試作などを行っています。
特に竹などの様な天然素材は工業用無機材料と異なり、独特で複雑な特性を有しています。
そこで、その特性を最大限生かすために竹の総合的特性はどの様にして成立しているか検討してみますると、以下のように整理出来ます。
即ち
① ”節”と”中空構造”による物理構造的特性
② ”表面のエナメル層”、”竹繊維”、”ピス”などの物性的特性
これら構造的特性と物性的特性によって竹の総合的特性である”柔軟性”、”耐久性”、”強さ”、”軽さ”などが実現されています。
従って、竹の特性を最大限生かすには”丸竹”をそのまま使用することも考えられえますが
① ロッド・アクションを自由に設計できない
② 節間隔が長く強度上、高番手ロッドの製作が難しい→ 高番手ロッドには太い竹が必要になる
などの問題があります。
従って、”丸竹を分割”して製作する伝統的な六角バンブー・ロッドで竹の総合的特性を生かすには
① 竹素材の”節”、”表面のエナメル層”を残す
② ロッドを”中空構造”にする
③ ロッド強度を上げるため中空構造内部に”節”を設定する
などの工夫をすれば竹の総合的特性に限りな近づける事が出来るのではと考えます。
これらの理由から、節を含めて竹表面を全く削らないロッド、”フル・アンサンド処理ロッド”の構想はかなり以前から持っていましたが、各種の困難さのため、実現に時間がかかっていました。
しかしながら、第一段階として、”節”のみ削り、最表面の保護層、所謂”エナメル層”を削らないアンサンド処理ロッド(セミ・アンサンド処理ロッド)を既に発表していますが、予想通りの特性を確認することが出来ました。
その結果、更に竹と”同じ構造”にする事により、”よりしなやかで、より耐久性がある”竹の総合的特性に限りなく近づけるロッドの製作を可能にすることが出来ると確信し、現在は節を含めて竹表面を全く削らないロッド、”フル・アンサンド処理ロッド”の試作・開発に集中しています。
従来はロッド製作する為の”プレーニング・フォーム”*1はその構造上、必ず節を削り、表面を平にしなければなりませんでした、その為、”プレーニング・フォーム”を”節”を削らずに、ロッドの製作が可能となる様に改造し、試作を続けていましたがある程度の目処が付いた為、ここに発表することといたしました。
そこで、このロッドは従来の”アンサンド(セミ・アンサンド)処理ロッド”に対して”フル・アンサンド処理ロッド”と名づけました。
一般的な特徴としては一言で表せば、標準的なサンド処理ロッドは”よりシャープなロッド”であり、アンサンド処理ロッドはエナメル層を生かした”よりしなやかなロッド”であると言えます。
図2.は”フル・アンサンド処理ロッド”の”節”部分の拡大図です。

図2.”フル・アンサンド処理ロッド”の”節”部分の拡大図
上から”バット・セクション”、”ミドル・セクション”、”トップ・セクション”の各部分の状態です。
各セクションの節数は7’~8’ロッドで、トップで1箇所、ミドルで2箇所、バット部では1箇所(可動部内)になります。
更に重要な点は破断強度がノーマル・サンドに比べて20%以上強くなるため、最大負荷を大きく設計でき、今までに無くしなやかで且つ、パワフルなロッドの製作が可能になることです。
現在、アンサンド・ロッドの特性を生かした究極のロッドを目指して試作・開発を行っています。
*1:丸竹カット部材を正三角形断面のピースに削るためのツール、各ピースを6本まとめて六角ロッドにします